

Why Multistage Pumps Are Essential for Starting High-Pressure Applications
October 27, 2025
Refrigerating Pump Parts: Functions, Types & Importance in Cooling Systems
October 27, 2025
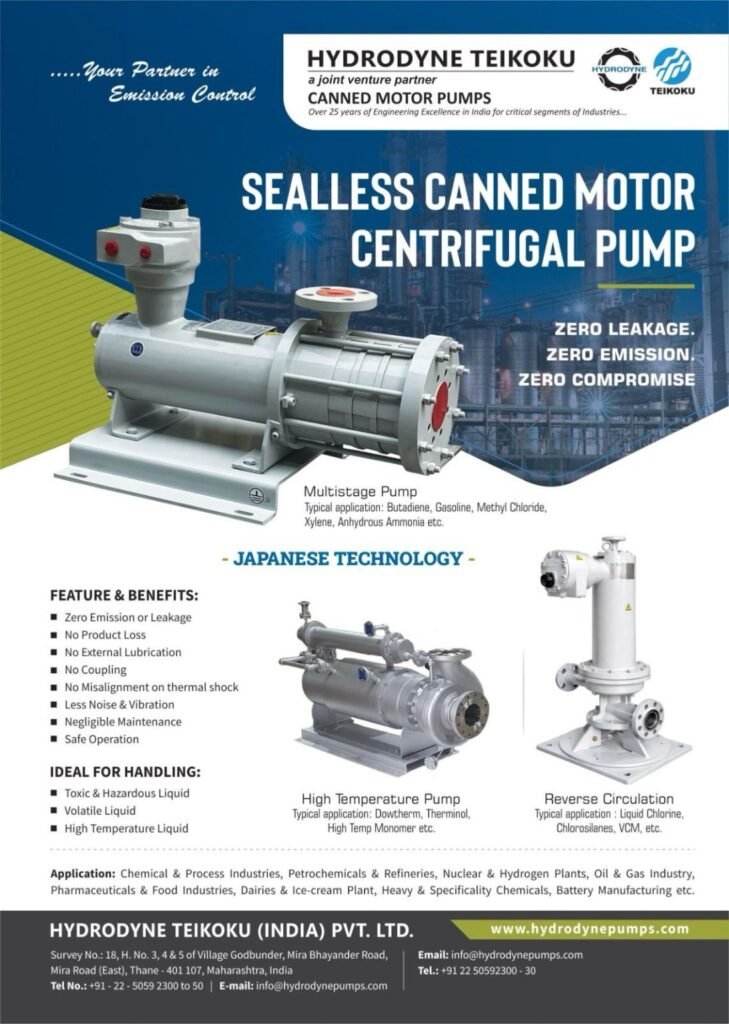
We are Sealless Canned Motor Pumps Manufacturer in Mumbai
Advanced pumping techniques are in even greater demand than before due to the importance of reliability, safety, and efficiency in the business world. Sealless canned motor pumps are one of the better innovations in the field of fluid handling. Pumps which are designed to contain process fluids without pumping leakage and servicing, as well as protecting the leakage and servicing thresholds of process fluids, and the very complete association are critical seals. Process fluids with leakage and maintenance become subordinate to protective pumps designed for the process, containing premiums as well as supremely aggressive capsules containing liquid.>
As a top sealless canned pump manufacturer in Mumbai, we appreciate the pumping innovations that, in the course of development, help to assess the world better in a way that is safer for the environment. In the chemical and pharmaceutical, power and oil, and oil-refinery canned pumps industries, the pumps’ reliability and specifications are the benchmarks of the essence of safety development.
In this blog, we will explore what makes sealless canned motor pumps unique, why they are becoming a preferred choice across industries, and how our expertise at Hydrodyne Teikoku positions us at the forefront of this critical technology.
What is a Sealless Canned Motor Pump?
A sealless canned motor pump is classified as a centrifugal pump in which the motor and the pump are combined into a single hermetically sealed unit. Unlike the conventional pumps that make use of mechanical seals or magnetic couplings to combat leakage, the canned motor pump has the entire motor and the liquid that is being pumped enclosed within a pressure-tight housing, which is subdivided into the motor and the pumped liquid.
This design eliminates the weakest point in traditional pumping systems, the shaft seal, which is often the source of leaks, wear, and maintenance issues.
In a sealless canned motor pump:
- The pump and motor systems are connected via a common rotor shaft.
- The rotor is coupled to a stator that is separated via a thin-walled non-magnetic can, which does not allow the fluid to escape.
- The motor is cooled by the circulating process liquid that serves the dual purpose of coolant and lubricant.
The result is a completely sealed, leak-proof pump that ensures absolute safety, cleanliness, and reliability even under the most demanding conditions.
Why the World is Moving Towards Sealless Pumping Technology
Industrial processes are increasingly governed by stringent environmental regulations, safety standards, and operational efficiency goals. Traditional sealed pumps, while effective in many applications, have inherent limitations. Mechanical seals wear out over time, leading to leaks, downtime, and contamination risks.
Sealless technology, by contrast, offers a maintenance-free, environmentally sound alternative. It eliminates the need for costly seal replacements, reduces the likelihood of hazardous spills, and ensures compliance with safety standards such as API 685 for sealless pumps in hydrocarbon processing industries.
Key global trends driving the adoption of sealless canned motor pumps include:
- Stringent environmental regulations: restricting fugitive emissions.
- Growing safety awareness in chemical and pharmaceutical operations.
- Higher process reliability: expectations in continuous production environments.
- Focus on long-term cost reduction through lower maintenance and downtime.
For many industries, these factors have made sealless pumps not just a choice, but a necessity.
Advantages of Sealless Canned Motor Pumps
The advantages of using canned motor pumps have had a significant impact on performance, safety, and lifecycle costs beyond leak prevention. So, what is the importance of canned motor pumps, and why are they necessary in modern days?
Leak-Free Operation
The absence of mechanical seals or external shaft penetrations makes the chances of leakage virtually nonexistent. This allows for the guarantee of a safe work environment and protects delicate abraded fluids from coming into contact with the outside. This is the biggest advantage of a sealless design.
Low Maintenance and High Reliability
The motor is hermetically sealed and operates in a self-contained environment, and there is no wear on parts that need servicing. Rather, a routine inspection focuses on external components that help in monitoring the system.
Compact and Simple Construction
Canned motor pumps are constructed without alignments because the motor and pump are fused together into one system. This allows for reduced spacing and is ideal for more compact installations such as offshore platforms or factory environments.
Operational Safety
Fluid leakage into the atmosphere can have grave consequences, particularly with toxic, flammable, or corrosive fluids. Thanks to the operational safety technology employed with Sealless designs, the safety of personnel is
protected, while the surrounding environment, safety regulations are observed.
Energy Efficiency
The incorporation of sealless pumps in a system is a guaranteed enhancement of efficiency due to the removal of frictional losses in the shaft seals and couplings. The performance of the system is further positively impacted by the process fluid thermal and hydraulic functions.
Reduced Total Cost of Ownership
The operational life cycle of sealless pumps is reasonable, unlike traditional pumps, which require constant maintenance, timely seal replacements, and high operational downtimes.
Applications Across Industries
Sealless canned motor pumps are very versatile and can be used in various industries that require precision, safety, and reliability. Their greatest performance is noted in the following areas:
Chemical Processing
Transferring corrosive, hazardous, or volatile chemicals safely without any risk of leaks or contamination.
Pharmaceutical Manufacturing
They help in maintaining sterility and preventing cross-contamination in the production of active pharmaceutical ingredients (APIs) and solvents.
Petrochemical and Refining
Handles flammable hydrocarbons and toxic substances where great safety and environmental protection, and absolute containment are necessary.
Power Generation
It is applied in boiler feeds, cooling systems, and chemical dosing for processes where maximum reliability and no leakage are critical.
Water Treatment and Desalination
Used in dosing, high-pressure circulation and chemical injection in freshwater and seawater applications.
Food and Beverage
Provides hygienic pumping of liquids with no leakage and no risk of contamination.
These industries rely on sealless technology for uninterrupted, maintenance-free us,e especially where even small leaks could lead to safety issues or loss of product.
Construction and Working Principle
The principle of a sealless canned motor pump is based on the ingenious design of its construction. The motor and the pump are located in the same unit and are aligned with one of the shafts. There are no mechanical couplings. The stator is put in a can, which is made of stainless steel or titanium and which separates the stator of the motor from the rotor. This can provide electrical insulation while maintaining the magnet coupling, which is of importance as one of the couplings is made through the rotor.
Working Process
- The liquid enters the suction side of the pump.
- The impeller increases the speed of the fluid and makes a conversion from kinetic to pressure energy.
- The liquid also comes through the rotor and lubricates the bearings of the motor, and helps keep the motor cool.
- At the end, the fluid comes out from the exhaust side of the pump with the required pressure.
The pump is silent and causes very little vibration due to the construction of the pump and the factthat the fluid which is used in the motor for lubrication is also used for cooling the motor.
Design Options and Material Selection
Sealless canned motor pumps are available in various configurations to meet specific application needs:
- Standard Design: For general-purpose fluids such as water or light chemicals.
- High-Temperature Design: For hot liquids in power and petrochemical applications.
- Cryogenic Design: For low-temperature gases and liquefied gases.
- Slurry Design: For abrasive or particulate-laden fluids.
Material Options
- Hastelloy, titanium, or Inconel for super corrosive fluids.
- Duplex and super-duplex for seawater and high-chloride environments.
- Stainless steel for general and chemical uses.
Selecting the right material ensures compatibility, longevity, and optimal performance under specific operating conditions.
Monitoring and Protection Systems
Modern sealless canned motor pumps are equipped with advanced monitoring and protection features that ensure operational safety and longevity. These include:
- Temperature sensors to prevent overheating.
- Vibration monitoring for early detection of imbalance or bearing wear.
- Dry-run protection to stop the pump if no liquid is detected.
- Leak detection systems for immediate response in case of internal faults.
- Pressure and flow monitoring for consistent performance tracking.
Such features make sealless pumps intelligent, self-protective, and ideal for integration into automated process control systems.
The Advantage of Local Manufacturing in Mumbai
As a major industrial hub, Mumbai offers several advantages for manufacturing high-performance sealless pumps:
- Access to skilled engineering talent with expertise in fluid handling and mechanical design.
- Strong supply chain networks for sourcing quality materials and components.
- Proximity to key industries, including chemicals, pharmaceuticals, and energy sectors, ensures faster support and service response.
- Commitment to innovation, allowing local manufacturers to develop custom-engineered solutions suited to Indian and international standards.
As a manufacturer based in Mumbai, we are proud to contribute to India’s industrial growth by delivering globally recognised quality and reliability in pumping technology.
Why Choose Us as Your Sealless Canned Motor Pump Manufacturer
At Hydrodyne Teikoku, we combine decades of expertise with cutting-edge engineering to design and manufacture reliable, high-efficiency sealless pumps tailored to your needs.
Our Hydrodynepumps are built with precision to deliver superior performance, safety, and sustainability. Whether you require pumps for critical chemical transfer, boiler feed, or hazardous liquid containment, we provide solutions that exceed expectations.
What sets us apart:
- Adherence to global standards like API 685 and ISO certifications.
- Custom-engineered designs to suit process-specific requirements.
- Robust materials and advanced manufacturing practices.
- Dedicated after-sales support and maintenance services.
- Proven track record across domestic and international industries.
We don’t just manufacture pumps; we engineer confidence, safety, and efficiency into every unit we deliver.
Conclusion
As industries continue to prioritise safety, efficiency, and sustainability, sealless canned motor pumps are rapidly becoming the standard for fluid handling in critical applications. Their leak-free operation, minimal maintenance, and long-term reliability make them indispensable for modern industry.
As a sealless canned pump manufacturer based in Mumbai, Hydrodyne Teikoku is proud to lead the way in delivering world-class pumping solutions to India and beyond. With our proven engineering expertise and commitment to quality, our Hydrodynepumps continue to empower industries to operate cleaner, safer, and more efficiently, today and for the future.
Frequently Asked Questions (FAQs)
- What is a sealless canned motor pump used for?
It is used for safely transferring hazardous, toxic, or flammable fluids without the risk of leakage. Typical applications include chemicals, hydrocarbons, and high-purity fluids in pharmaceuticals. - How does a sealless pump prevent leaks?
It eliminates mechanical seals and uses a hermetically sealed motor casing, ensuring the process liquid is completely contained within the pump. - Are sealless pumps suitable for high-temperature or corrosive fluids?
Yes. These pumps can be constructed from materials like stainless steel, Hastelloy, or titanium, allowing them to handle extreme temperatures and corrosive fluids effectively. - What are the maintenance requirements for a sealless canned motor pump?
Maintenance is minimal compared to sealed pumps. Routine monitoring of temperature, vibration, and flow is sufficient to ensure long-term reliability. - Do sealless pumps consume more energy?
No, in fact, their integrated design reduces energy losses caused by seal friction and coupling inefficiencies, making them more energy-efficient overall. - Can sealless pumps be customised for specific applications?
Absolutely. They can be designed for specific pressures, flow rates, temperatures, and materials to match unique process requirements. - Why choose Hydrodynepumps for sealless pumping solutions?
At Hydrodyne Teikoku, we design and manufacture Hydrodynepumps that meet the highest global standards for performance, safety, and reliability. Our expertise in sealless technology ensures leak-free, efficient, and long-lasting solutions for every industry.


{kind=link}
{kind=link}