

Ultimate Guide to Choosing the Right Canned Motor Pump for High-Pressure Applications
August 9, 2024
Is Your Leak-Free Pump Really Leak-Free? Essential Maintenance Tips
August 13, 2024
Canned motor pumps are well-known for their dependability and effectiveness for managing corrosive, poisonous, and hazardous fluids. Although canned motor pumps’ basic architecture ensures leak-free operation and little maintenance, technological improvements have added a number of characteristics that improve their durability, performance, and efficiency.
If you want to know more about the features and advantages of high-performance Canned Motor Pumps for industrial applications in India, then reading this article would be a great idea!
Understanding Canned Motor Pump
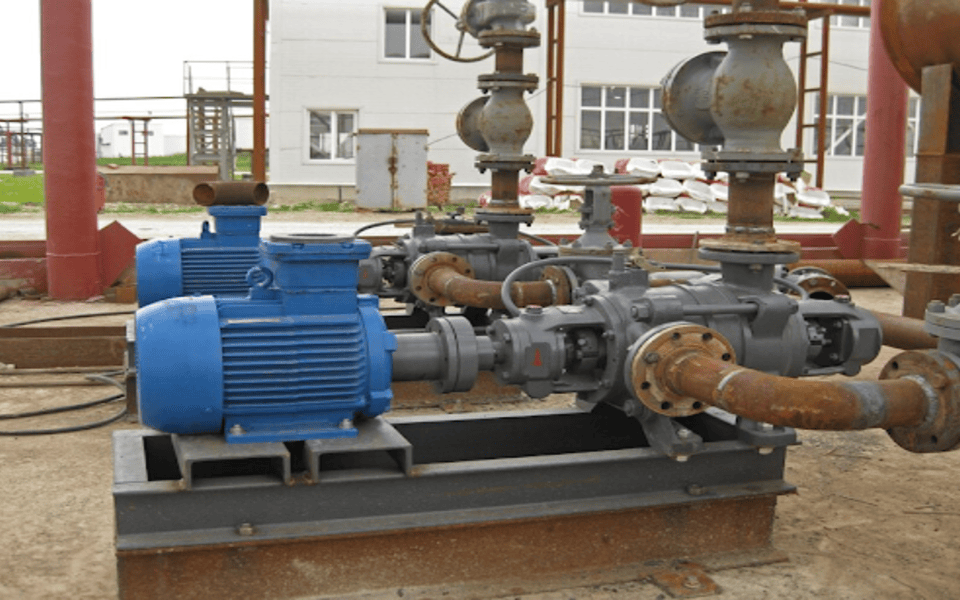
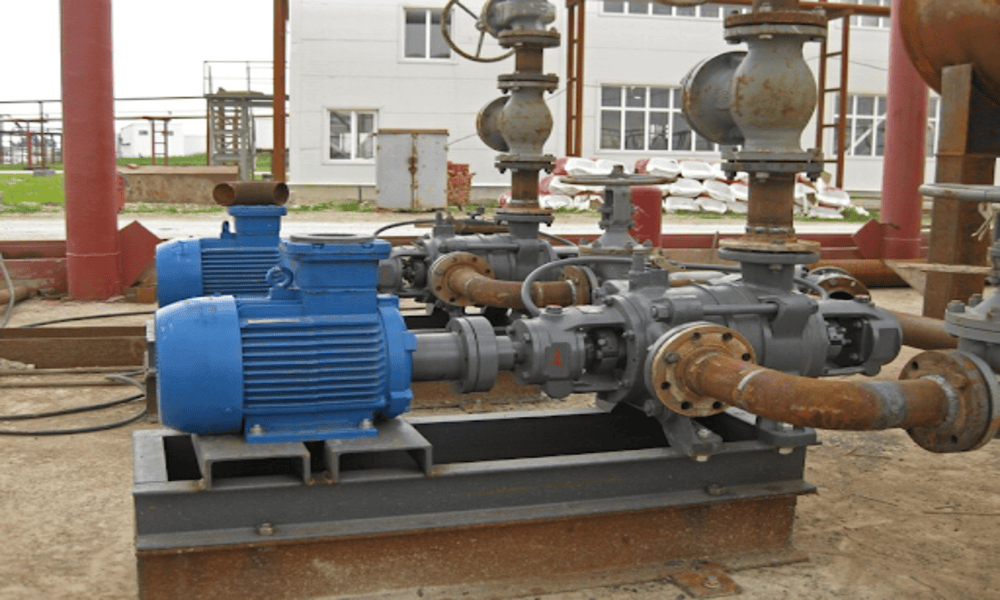
Canned motor pumps are a type of centrifugal pump that has the motor and the pump enclosed in a single sealed case. The absence of mechanical seals in this design cuts the possibility of leakages and contamination to a minimum. The motor is ‘canned’ or enclosed in a casing that isolates the pumped fluid from the motor parts, thus increasing the safety and durability of the motor. These pumps are widely used in industries such as chemical processing, petrochemicals, pharmaceuticals, and power generation, where handling aggressive or hazardous fluids is common.
Key Advantages of Canned Motor Pumps
Before directly jumping into the advanced features, it’s important to highlight the key advantages of canned motor pumps produced in India. Some of the advantages of the canned motor pumps are as follows:
Leak-Free Operation: The sealed design also helps to avoid the leakage of the fluids which are hazardous, toxic or corrosive in nature.
Low Maintenance: Canned motor pumps have fewer parts and no mechanical seal hence they are easier to maintain and are more efficient in terms of time and money.
Compact Design: Integration of the motor and pump makes it easy to install since it does not occupy much space as compared to when they are separate.
Advanced Features of High-Performance Canned Motor Pumps
1. Enhanced Magnetic Drive Systems
Modern canned motor pumps with outstanding performance make use of cutting-edge magnetic driving technology. Strong rare-earth magnets are used in these systems to guarantee effective torque transfer from the motor to the pump impeller. By reducing energy losses, the improved magnetic drive raises total efficiency. It also guarantees dependable and seamless functioning even with changing load conditions.
2. Advanced Capabilities for Monitoring
High-performance canned motor pumps come with advanced monitoring and diagnostic systems to guarantee longevity and optimal performance. Real-time data on a range of operational factors, including vibration, temperature, and pressure, is provided by these systems. Through consistent monitoring of these metrics, operators can anticipate problems before they arise and carry out preventive maintenance, which helps to prolong the pump’s lifespan and avoid unplanned breakdowns.
3. Advanced Cooling Mechanisms
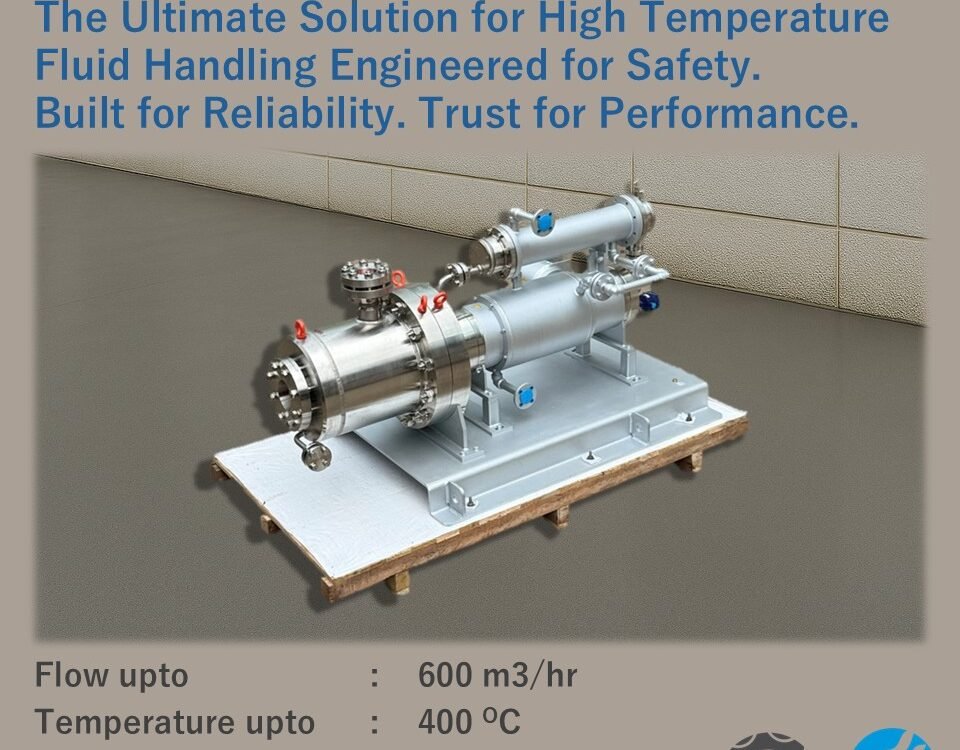
For canned motor pumps to operate effectively, cooling is essential, particularly in high-temperature applications. Advanced cooling techniques, including external heat exchangers and internal recirculation systems, are seen in high-performance versions. By keeping the motor within safe operating temperatures, these systems guard against overheating and guarantee reliable performance.
4. Robust Material Construction
Robust materials with exceptional resistance to corrosion and wear are used in the construction of Canned Motor Pumps In India of high performance. Stainless steel, Hastelloy, and other premium alloys are typical materials. Because of their vigorous design, the pumps are guaranteed to withstand dangerous fluids and strong chemicals without losing structural integrity.
5. High-Efficiency Impeller Designs
The robust design of a canned motor pump has a significant impact on its efficiency. Advanced impeller designs seen in high-performance models optimize fluid flow while consuming the least amount of energy. These designs have advantages like decreased operating costs and increased hydraulic efficiency, such as precisely constructed shapes, streamlined flow routes, and optimum blade angles.
6. High Compatibility
Variable frequency drives (VFDs) can be used with high-performance canned motor pumps to provide increased operational flexibility. Operators can modify the pump’s speed and flow rate using VFDs to meet certain process needs. Along with improving process control, this compatibility saves a lot of energy, especially in applications where demand is variable.
7. Enhanced Safety Features
In fluid handling applications, safety is crucial, particularly when handling toxic or dangerous materials. High-performance canned motor pumps come with improved safety features including pressure relief devices and installed secondary containment systems. Even in the case of a main containment breach, these features guarantee safe operation by adding an extra layer of security.
8. Intelligent Control Systems
High-performance canned motor pumps frequently use clever control systems that incorporate the most recent developments in automation and control technology. These solutions provide easy interaction with the current process control infrastructure, enabling real-time data analysis, automated changes, and remote monitoring. Operators have more control over their pumping processes and increased operating efficiency thanks to intelligent control systems.
9. Customizable Configurations
High-performance canned motor pumps are available in a variety of configurations to suit the unique requirements of different applications. These pumps can be customized to work at their best in a variety of operating settings by changing the impeller size, choosing the right materials, or adding extra features. This personalization guarantees that consumers can choose the ideal pump for their particular needs, improving system performance as a whole.
10. Energy Efficiency Innovations
In today’s industrial applications, energy efficiency is crucial. High-performance canned motor pumps are equipped with several technologies designed to minimize energy usage. These consist of VFD compatibility, effective magnetic drive systems, and hydraulic designs that are optimized. These pumps lower operating expenses and support ecologically friendly and sustainable activities by using as little energy as possible.
Conclusion
Canned Motor Pumps have been considered as a significant innovation in India in the fluid handling since they are leak-free, low maintenance and compact in size. However, the features of high-performance models improve their performance to higher efficiency, reliability, and safety.
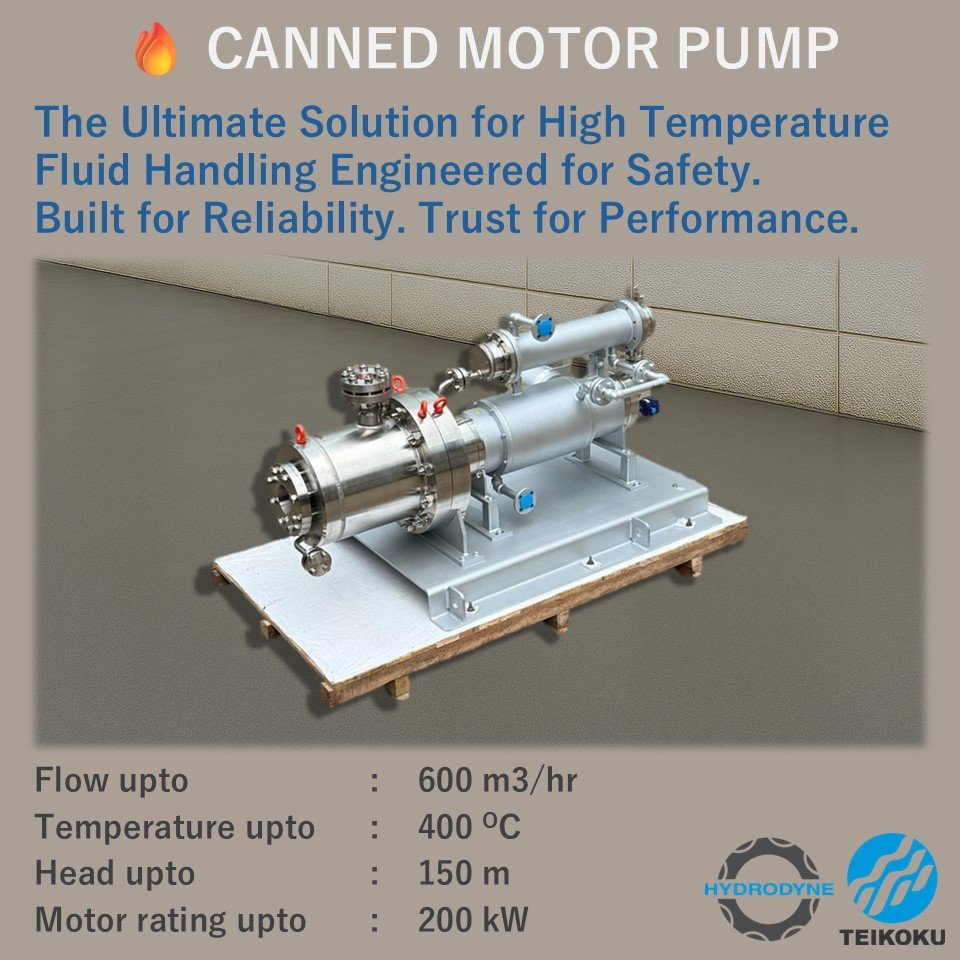
If you are in the market for high-performance canned motor pumps, do not miss the chance to look through the wide choice provided by a top manufacturer like Hydrodyne Teikoku Pumps. This innovation-driven company is focused on delivering quality products to the market, offering reliability and efficiency.

{kind=link}
{kind=link}
{kind=link}