
Canned Motor Pumps: Working Principle, Benefits & Uses
March 20, 2026
What Are Sealless Canned Pumps? A Complete Industrial Guide
March 27, 2026
Let’s start with something most people in industrial settings already know but rarely say directly.
The pump is not usually the problem. It runs. It does its job. Nobody talks about it. But the moment something fails, and in conventional centrifugal pumps that something is almost always the mechanical seal, everything stops. Production halts. Maintenance gets called. The fluid that was supposed to stay inside the system is now somewhere it should not be.
That is the problem the centrifugal canned motor pump was built to solve.
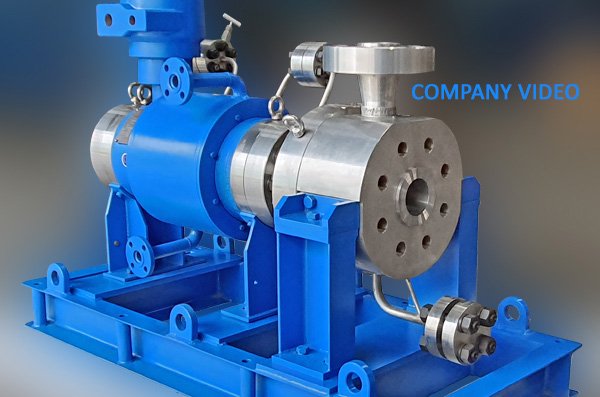
What Is a Centrifugal Canned Motor Pump?
A centrifugal canned motor pump is a sealless pump where the motor and the hydraulic unit are enclosed together in a single, hermetically sealed assembly. No mechanical seal. No external shaft coupling. The rotor, shaft, and impeller are one integrated unit inside a closed casing.
The centrifugal principle is the same as any standard centrifugal pump. The impeller spins, centrifugal force pushes fluid outward, pressure builds, fluid moves.
What changes is the construction around that principle.
A thin cylindrical sleeve, called the can, sits between the stator and the rotor. The magnetic field from the stator passes through the can and drives the rotor without any physical contact between the electrical components and the process fluid. The process fluid itself circulates through the motor section, handling bearing lubrication and cooling without any external system.
No leakage path. No seal to replace. No coupling to realign.
That is what separates a centrifugal canned motor pump from everything conventional.
How It Works
The working sequence is logical and worth understanding clearly.
- Stator energised. Electrical power reaches the stator windings. A rotating magnetic field is generated and passes through the can to act on the rotor.
- Impeller rotates. The rotor and impeller share the same shaft. When the rotor turns, the impeller turns immediately with it.
- Fluid enters. Process fluid comes in through the suction inlet and reaches the impeller eye.
- Centrifugal action. The spinning impeller imparts kinetic energy to the fluid. Velocity increases. At the volute, that velocity converts into pressure.
- Internal circulation. A portion of the process fluid diverts into the motor section, flows around the rotor and through the bearing spaces, lubricates and cools, then returns to the main flow path.
- Discharge. Pressurised fluid exits through the discharge outlet into the downstream process.
The entire sequence happens inside a sealed assembly. From entry to exit, the fluid never contacts the external environment. That is not a minor operational detail. That is the design’s entire purpose.
The Can: Why It Matters More Than People Think
Most explanations mention the can and move on quickly. That undersells it considerably.
The can is a thin-walled cylindrical sleeve, typically non-magnetic stainless steel or a corrosion-resistant alloy. It separates the stator from the rotor. Its job is to physically isolate the electrical components from the process fluid while still allowing the magnetic field through.
That creates a genuine engineering tension. Thin enough to minimise magnetic losses. Strong enough to handle pressure differentials across it. Chemically compatible with whatever fluid it contacts, sometimes for years at a time.
A well-specified can runs without issue for the life of the pump. A poorly specified one becomes a failure point in an otherwise robust design. Material selection here is not a minor decision, and we treat it that way in every application we work on.
Centrifugal Canned Motor Pump vs. Conventional Centrifugal Pump
This comparison comes up often. It deserves a clear, honest answer rather than a one-sided case for either design.
- Mechanical seal. Conventional pumps have one. It wears. It needs replacing on a schedule, and sometimes off-schedule when it fails unexpectedly. A centrifugal canned motor pump has no seal. That maintenance category simply does not exist.
- Coupling. Conventional designs connect motor to pump through a coupling that requires alignment at installation and periodic re-checking over time. Canned motor pumps have no coupling. Misalignment-related vibration and bearing wear are not part of the picture.
- Efficiency. Conventional pumps hold a marginal efficiency advantage in some ranges because there is no can introducing electromagnetic loss. This is real and worth acknowledging. For many applications the difference is small. For high-volume continuous-duty installations it should be calculated properly before a decision is made.
- Maintenance profile. Conventional pumps involve seal replacements, coupling inspections, and reactive calls when seals fail without warning. Centrifugal canned motor pumps involve fewer interventions and a more predictable service schedule.
- Fluid suitability. Conventional pumps handle a broader range including viscous and particle-laden fluids. Canned motor designs are best suited to clean, low-viscosity fluids where zero leakage is required.
Neither design is always the right answer. The application determines the choice.
Types of Centrifugal Canned Motor Pumps
Different process conditions call for different configurations.
- Standard models cover moderate temperature and pressure applications with clean, compatible fluids. The broadest application base falls here.
- High-temperature variants are built for elevated process temperatures with appropriate material selection throughout the internal wetted components and motor assembly.
- Cryogenic models handle liquefied gases and extremely low-temperature fluids. The thermal engineering demands at these extremes are significant.
- High-pressure variants are built to tighter tolerances for applications where system pressure exceeds standard operating ranges.
- Multistage configurations incorporate two or more impeller stages within the same sealed assembly. Used where both high pressure output and hermetic containment are required simultaneously.
Where Centrifugal Canned Motor Pumps Are Used
The application profile follows directly from the design strengths.
- Chemical processing is the largest sector. Corrosive acids, aggressive solvents, toxic process intermediates. Fluids where even trace leakage creates safety and environmental problems. Sealless operation removes that risk at the source.
- Pharmaceutical manufacturing demands product purity. A deteriorating seal introduces contamination risk that cannot be accepted in pharmaceutical fluid handling. Centrifugal canned motor pumps support clean, enclosed operation and are compatible with clean-in-place procedures when correctly specified.
- Oil refining and petrochemicals involve volatile, flammable hydrocarbons. Seal failure here is a fire and explosion risk. In hazardous area classified installations, removing the leakage point is not a preference. It is a requirement.
- Nuclear applications have used centrifugal canned motor pumps for decades. Radioactive cooling circuits and waste transfer systems require zero leakage as an absolute standard, not a target. The hermetic design meets that standard by construction.
- Refrigeration systems benefit from sealed operation because refrigerant loss is both an environmental issue and a system efficiency problem. No leakage path means the refrigerant stays where it belongs.
- Water treatment and chemical dosing systems handle aggressive reagents in precise quantities. Leakage in these systems is both a safety concern and a dosing accuracy problem. Both are addressed by the sealed design.
What to Evaluate Before Selecting One
Selection requires more than matching a flow rate to a catalogue page.
- Fluid properties come first. Chemical composition, temperature range, viscosity, vapour pressure, and particle content all directly determine which variant is appropriate and what materials need to be specified internally. Abrasive particles in a product-lubricated bearing system cause wear that is not always visible until significant damage has occurred.
- Flow rate and head determine the hydraulic operating point. That point needs to sit within the pump’s efficient operating range. Running consistently far from the best efficiency point generates excess heat in the motor section that the internal circulation may not manage adequately.
- NPSH conditions must be evaluated carefully. Available suction head must exceed the pump’s requirement with proper margin. Cavitation causes internal bearing damage in canned motor designs that is less immediately obvious than in conventional pumps. Getting this right at specification is far easier than diagnosing it later.
- Duty cycle matters for winding thermal management. Frequent starts generate heat in the stator windings. There are allowable start frequency limits that need to be part of the specification conversation for intermittent applications.
- Regulatory and safety requirements apply before any final selection. Hazardous area classification, environmental discharge standards, and industry-specific safety codes often determine which designs are acceptable in a given installation.
Maintenance: What It Actually Involves
Less maintenance than a sealed pump does not mean no maintenance.
Monitor winding temperature, flow and pressure performance against baseline, and power consumption relative to expected levels. Deviations in any of these indicate something changing internally before it becomes a failure.
Scheduled activities include bearing inspection at intervals based on fluid quality and operating hours, can inspection for surface degradation, and internal circulation path checks for fouling or restriction. The schedule is predictable. There are no unexpected seal failures to respond to. That predictability has real value in production environments where unplanned downtime is expensive.
Conclusion
The centrifugal canned motor pump is a well-proven technology, not an experimental one. It has earned its place across chemical, pharmaceutical, nuclear, petrochemical, and process industries by doing one thing consistently well.
Keeping the fluid where it belongs.
For the applications it fits, it fits better than any sealed alternative. The key is selecting it correctly, specifying the right variant for the actual process conditions, and understanding its operating requirements.
At Hydrodynepumps Teikoku, our focus when working with clients on centrifugal canned motor pump applications is straightforward. The pump needs to match the process. Reliably. Over a realistic service life. That is the standard we work to.
FAQs
1. What is a centrifugal canned motor pump?
A sealless centrifugal pump where the motor and impeller share a sealed assembly with no mechanical seal or external coupling.
2. Why is it called a canned motor pump?
The rotor sits inside a thin cylindrical sleeve called the can, which separates electrical components from the process fluid.
3. What fluids suit these pumps best?
Clean, low-viscosity fluids. Hazardous, toxic, flammable, or radioactive fluids where zero leakage is required.
4. How are bearings lubricated?
By the process fluid through an internal circulation loop. No separate lubrication system is needed.
5. Can they run dry?
No. Dry running removes lubrication and cooling from the bearings and motor. Damage occurs quickly. Dry run protection should always be included.
6. Are they more expensive?
Initial cost is higher. Total cost of ownership, accounting for reduced maintenance and eliminated seal replacement, is often comparable over a full service life.
7. What affects service life most?
Fluid cleanliness and operating discipline. Both directly influence bearing life, which is the primary variable in long-term pump performance.

