

How Refrigerant Pumps Improve Efficiency in Industrial Refrigeration Systems
November 27, 2024
The Essential Guide to KOH Pumps: How They Revolutionize Industrial Processes
November 30, 2024
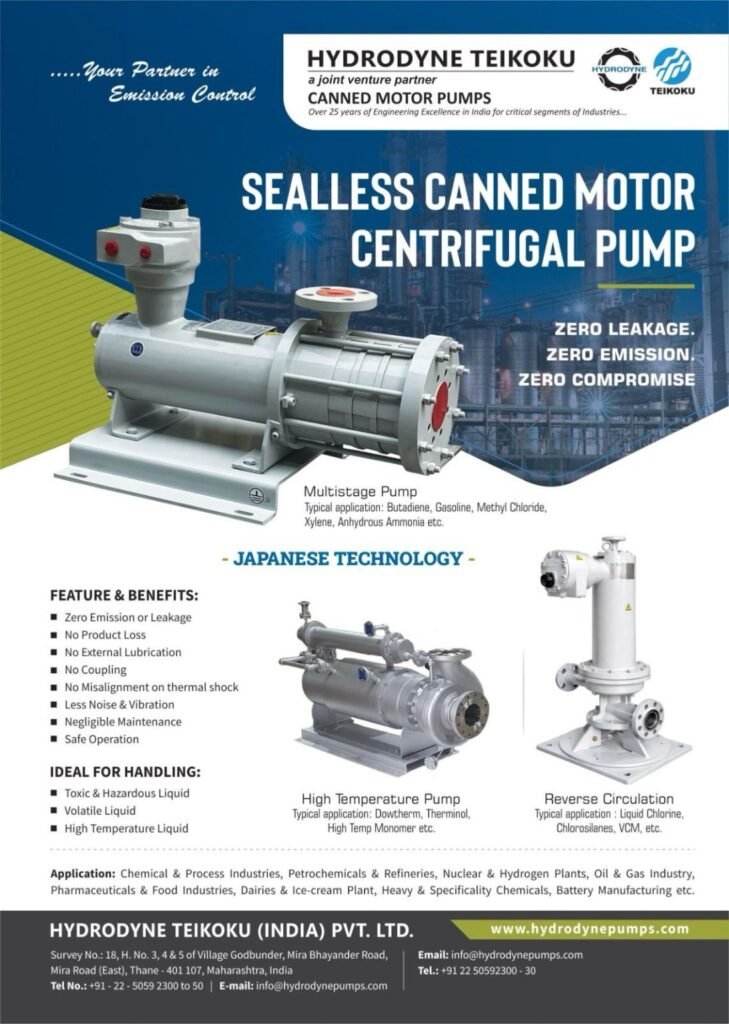
Sealless canned pumps are the basis for the efficient transference of fluid in operations requiring leak-proof, long-wearing, low-maintenance fluid handling. Sealless Canned Pumps are used today intensively in applications involving hazardous, corrosive, or high-purity fluids due to their revolutionary design that does not require a mechanical seal. The best possible application of sealless canned pumps has to start with knowledge about flow rates and efficiency, two of the most important performance parameters.
What Are Sealless Canned Pumps?
A sealless canned pump is a hermetically sealed centrifugal pump where the risks of mechanical seals can be eliminated, which are common failing points in ordinary pumps. Since no seals are involved, the pumps are completely leakproof. Thus, these are ideal for those industries such as:
- Chemical and Petrochemical: Handling corrosive and volatile materials safely.
- Pharmaceutical and Food Processing: To avoid contamination of the fluids being transferred.
- Power Generation: Supporting critical operations like coolant circulation and fuel handling.
- Water Treatment: Moving high volumes of water efficiently in purification systems.
Hydrodyne Teikoku Pvt. Ltd. is a specialist firm in industrial pump solutions, specifically specialized Sealless Canned Pumps for specific industries’ needs.
Importance Of Flow Rates
Flow rate is given in liter units per minute (L/min) or cubic meters per hour (m³/h). Flow rate is the fluid volume a pump can move in a certain period. The following are where this value becomes helpful to know:
- System Suitability: The pump will serve the specific demands of industrial applications.
- Performance Optimization: Match flow rates with operating needs to avoid inefficiencies.
- Energy Conservation: Proper flow rates avoid high energy and running cost operations.
Flow rate in sealless canned pumps depends on factors such as fluid viscosity, system pressure, and impeller design. Hydrodyne Tikoku Pvt. Ltd. stresses customized solutions that assure effective flow rate management in precision applications.
Efficiency: The Pillar Of Sustainable Operations
Pump efficiency refers to the ability of the pump to transform electrical energy into fluid motion properly. High efficiency eliminates wasteful energy consumption, operational costs, and environmental costs. Factors affecting pump efficiency are:
- Material Quality: Advanced alloys and composites enhance durability and performance.
- Precision Engineering: Optimized designs ensure smoother fluid dynamics.
- System Integration: Proper alignment with industrial pipelines avoids energy losses.
Hydrodyne Tikoku Pvt. Ltd. manufactured Sealless canned pumps, which are energy-efficient machines that provide reliable, long-term service.
Advantages Of Sealless Canned Pumps
Sealless canned pumps are highly sought-after for the specific advantages highlighted below:
- Leak-proof design: This sealless pump design is crucial in handling dangerous or toxic fluids.
- Minimal Maintenance: The absence of seals decreases wear and tear with increased service life.
- Compact and Flexible: Their fit-in, space-efficient design suits most industrial setups.
- Eco-Friendly: No leaks and decreased energy usage support sustainability goals.
- High Durability: Well suited to withstand extreme conditions ranging from corrosive fluids to high-pressure environments.
Applications Beyond Traditional Uses
Sealless canned pumps are now being used in advanced industries such as semiconductor manufacturing, where chemicals are handled ultrapure without contamination.
- Cryogenics: For transferring liquefied gases like nitrogen or helium.
- Nuclear Power Plants: Ensuring safe handling of radioactive fluids.
- Food and Beverage: Maintain hygiene when transferring ingredients or liquids.
These technologies illustrate how sealless canned pumps can be applied to meet evolving industry requirements.
How To Enhance Pump Performance
Sealless Canned Pumps can be completely optimized for maximum benefits through these best practices:
- Choose the Right Pump: Choose according to fluid properties such as viscosity, temperature, and corrosive nature.
- Regular Maintenance: Periodic checks ensure reliability and increase the life span of the pump
- Automatic Monitoring: Measure flow rate and efficiency with advanced sensor monitoring online.
- Partner with Experts: Partner with experienced providers like Hydrodyne Tikoku Pvt. Ltd. for customized solutions.
Why Hydrodyne Teikoku Pvt. Ltd.?
Hydrodyne Teikoku Pvt. Ltd. is the prime one in the industrial pump sector, providing sealless canned pumps that are designed for toughness, efficiency, and reliability. Under a commitment to excellence and with a promise of customer satisfaction, the pumps are designed to meet the various requirements of industries worldwide. Their best solution is engineered to ensure maximum safety and performance.
Conclusion
Flow rates and efficiency of Sealless Canned Pumps must be fully understood to optimize performance and benefit. Leaks are impossible, maintenance is minimal, and with superior efficiency, sealless canned pumps are revolutionizing industrial fluid management. Quality sealless canned pumps, which Hydrodyne Tikoku Pvt. Ltd. has efficiently provided, assure companies that they will get reliable operations and sustainability and cost-efficiency because of their unique demands.


{kind=link}