Fugitive emissions in chlor-alkali plants rarely begin with catastrophic equipment failure. Most start quietly. A worn seal face. Slight shaft vibration. Minor vapour escape near a […]
Thermal cycling Vapour formation Dry running conditions Corrosive attack Shaft deflection Process instability Eventually wear develops. And once degradation begins, the problem usually accelerates. The issue […]
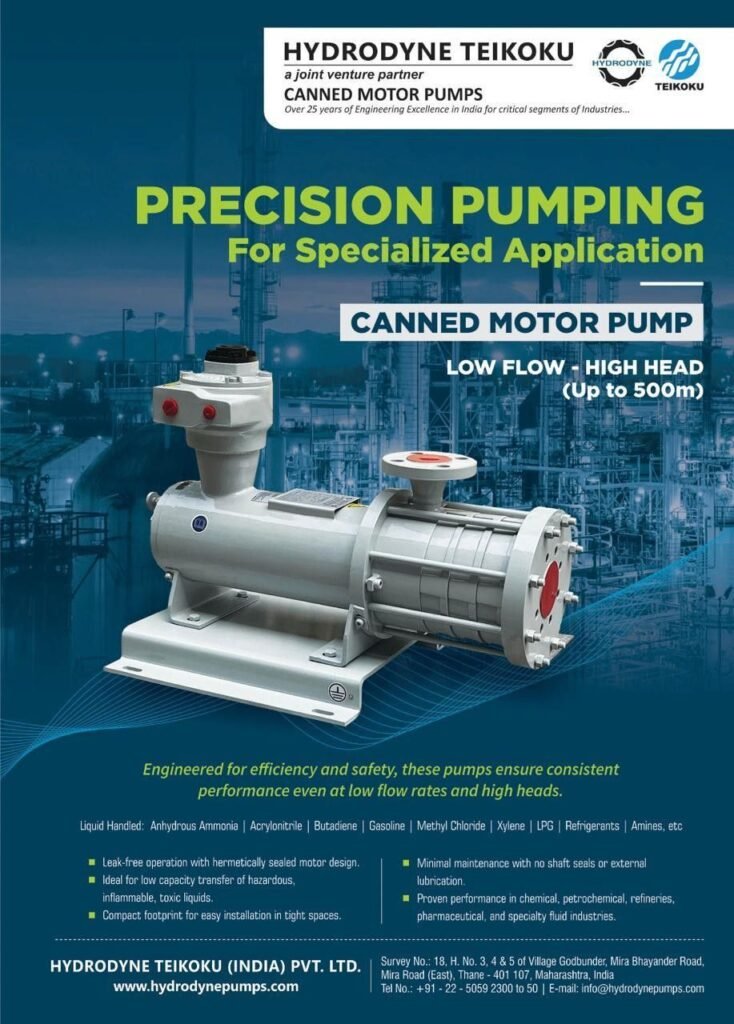
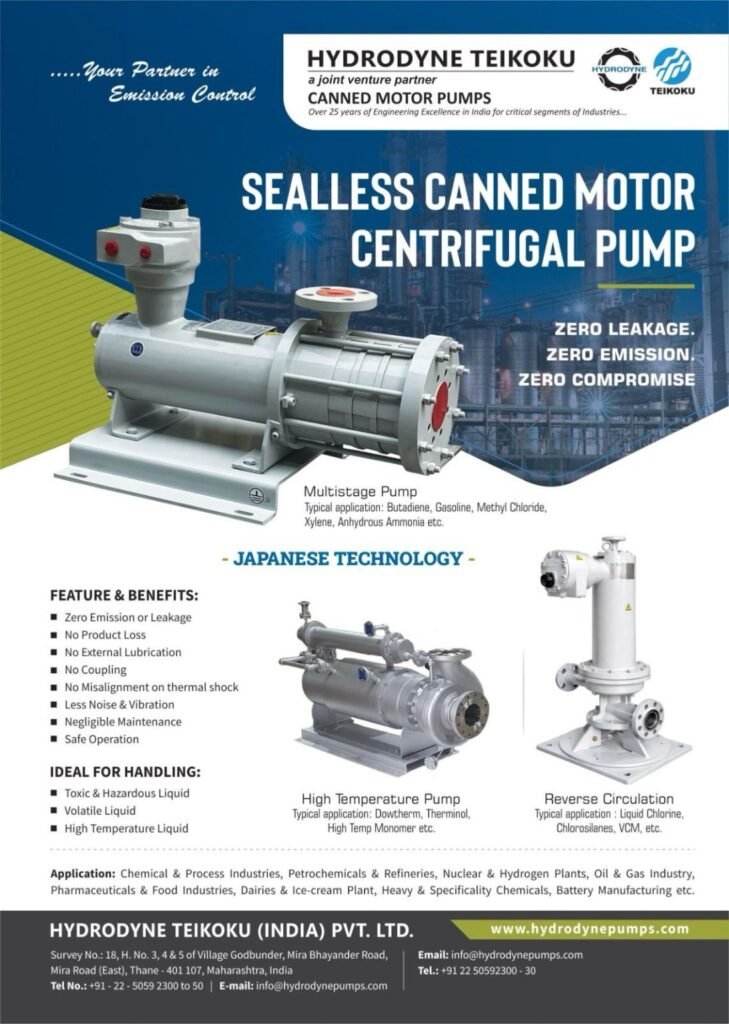
Hydrodyne Teikoku – Seal-less Power for Demanding Applications High head. Low flow. Zero leakage. When performance and safety matter most, Hydrodyne Teikoku delivers. Our canned […]
Cleaning chemicals Corroded hardware Damaged instrumentation The sustainability impact extends far beyond the original leak itself. How leak-free systems change operational behaviour One of the biggest […]
In Chemical & Petrochemical industries, where toxic, hazardous, and explosive liquids and gases are handled, safety is non‑negotiable. Traditional mechanical seal pumps are prone to leakage, […]
This means even relatively small leaks may affect: Nearby vegetation Soil chemistry Drainage systems Exterior equipment Rainwater runoff pathways The leak does not need to […]







{kind=link}
{kind=link}